English
English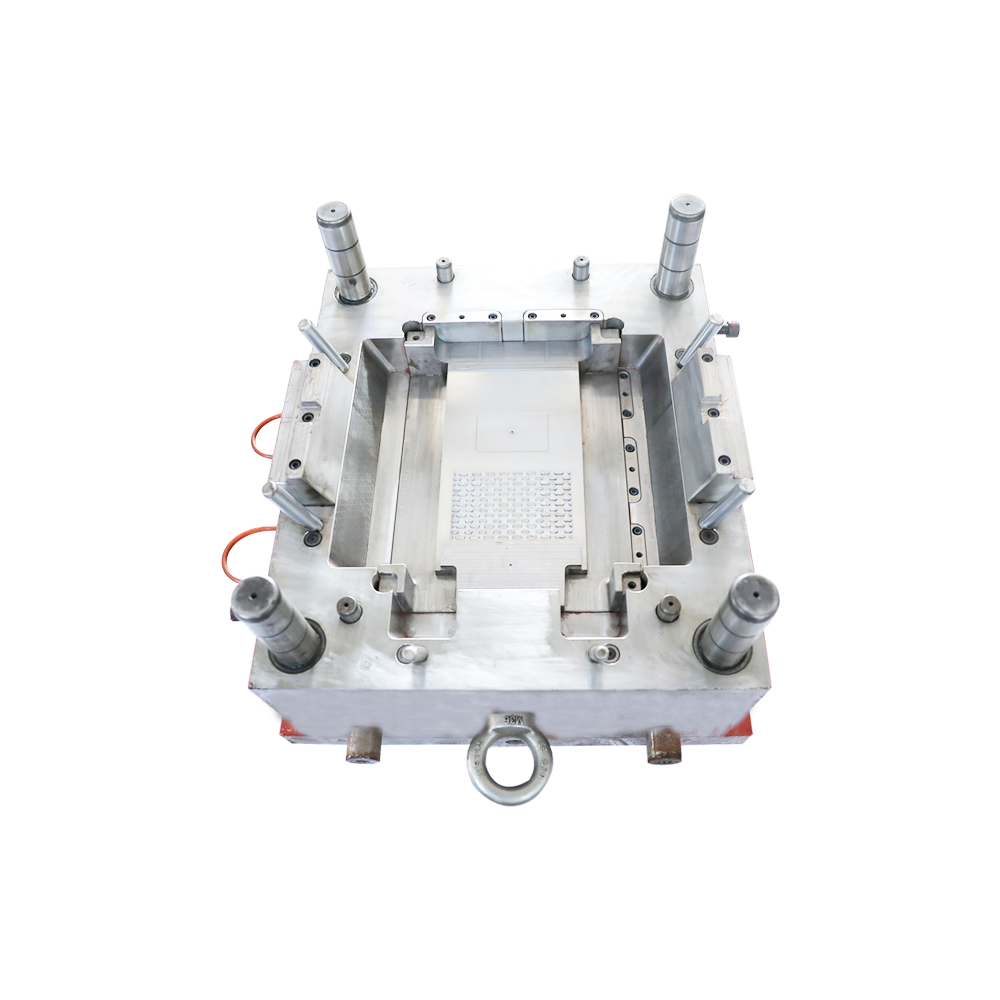
2022.07.13
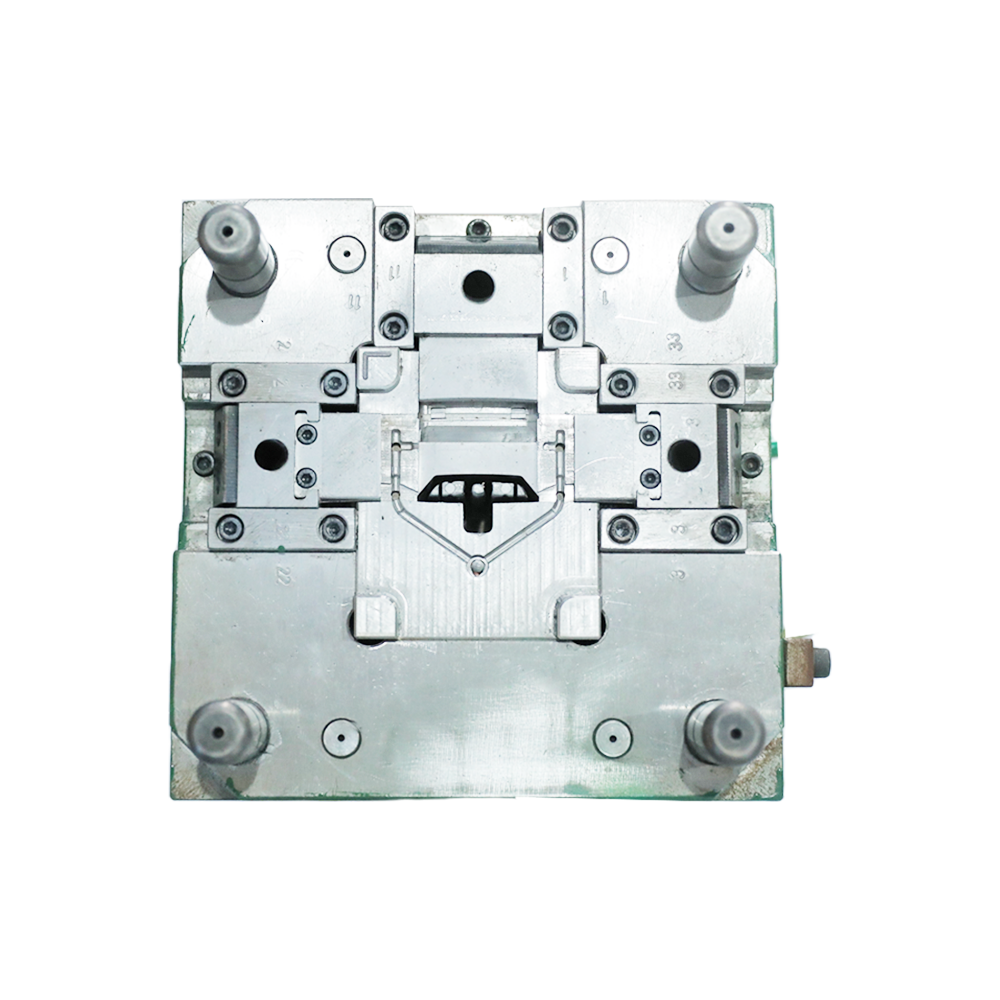
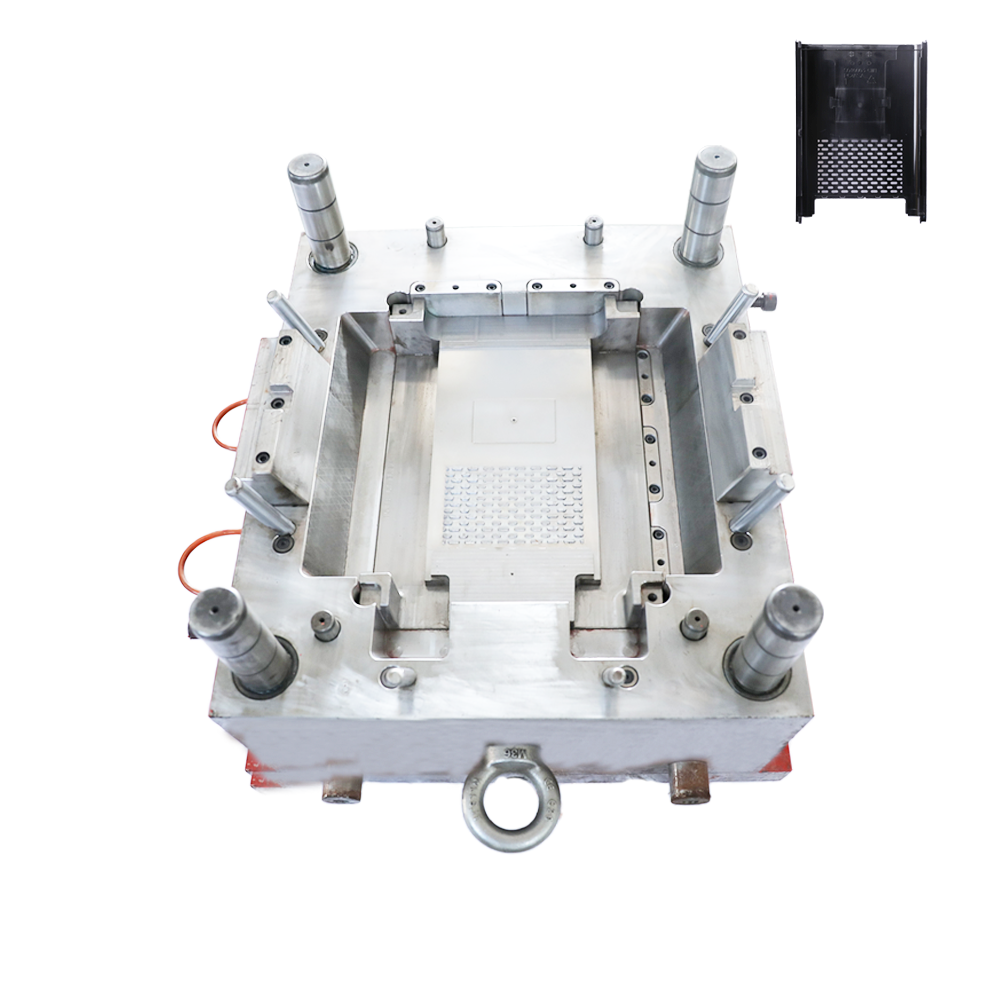
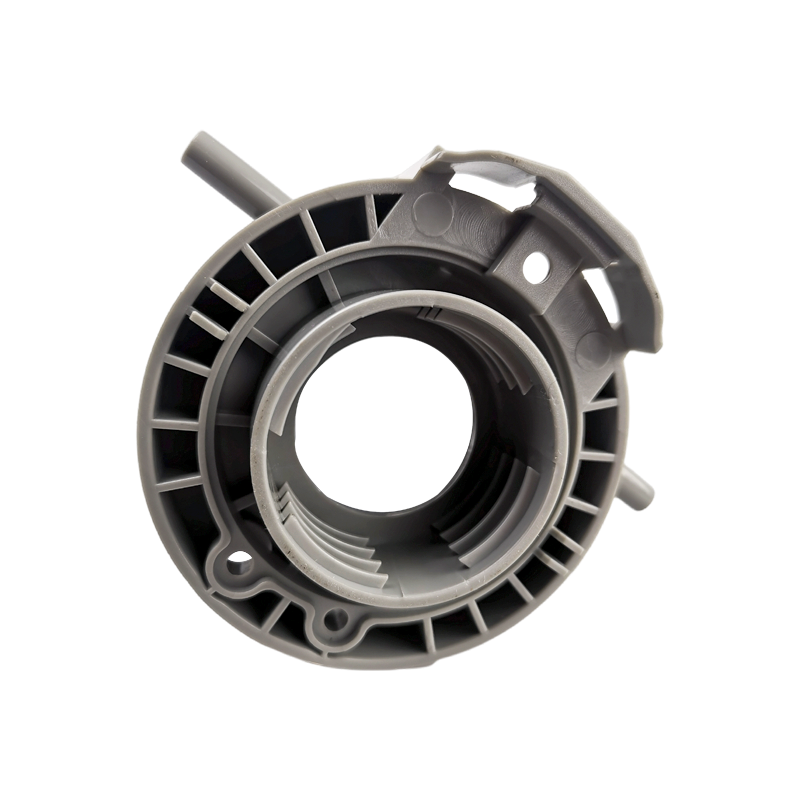
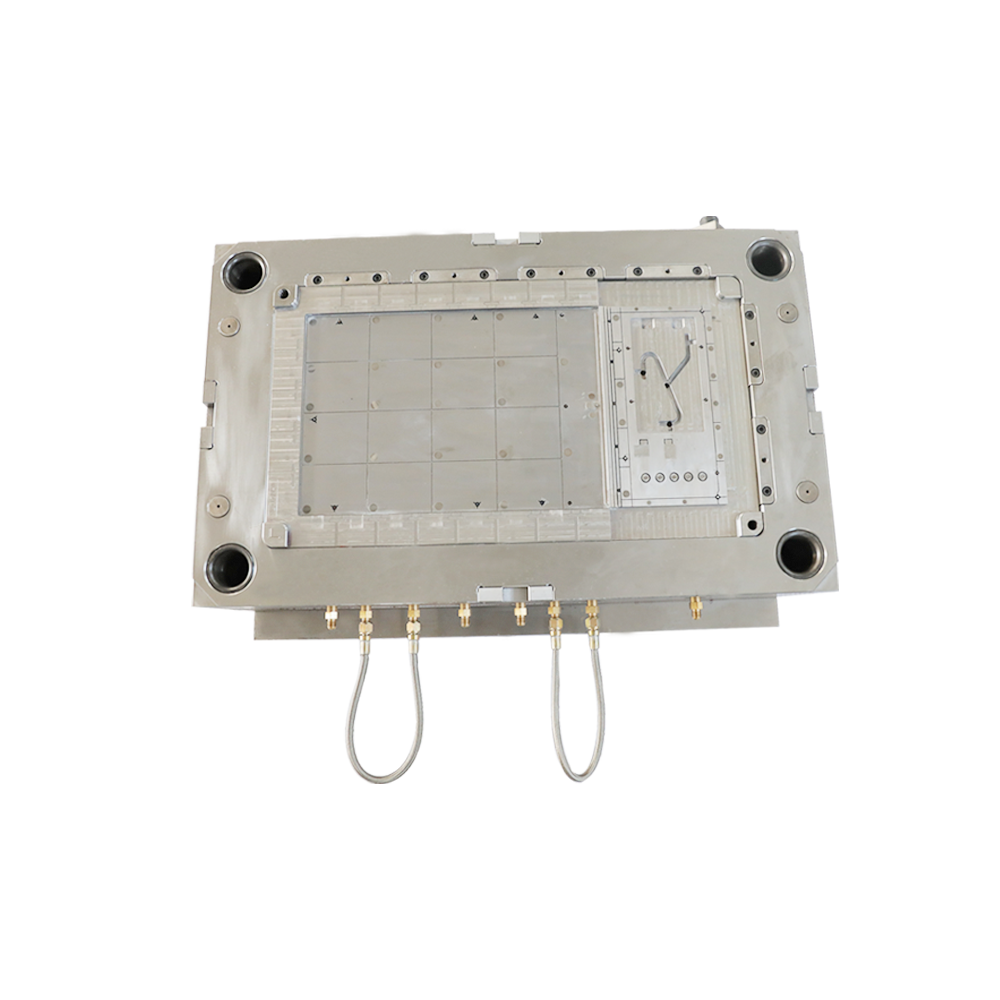
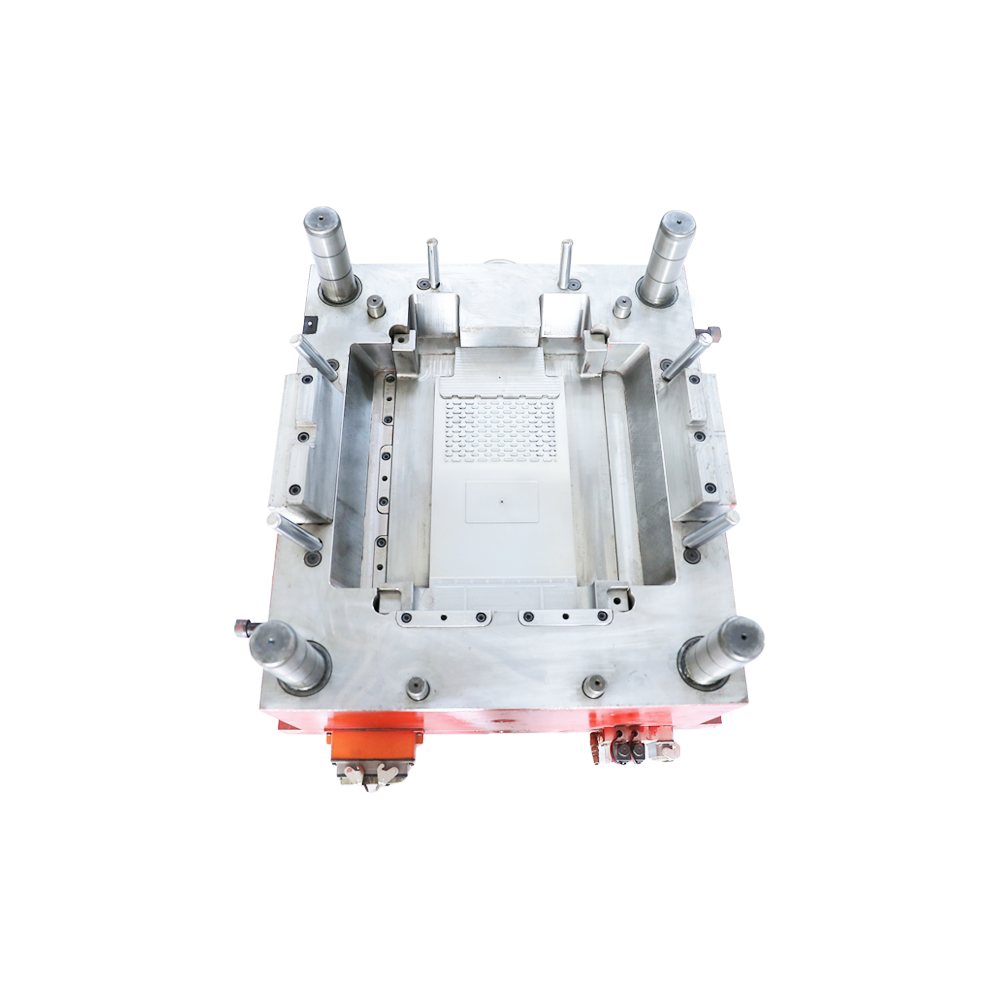
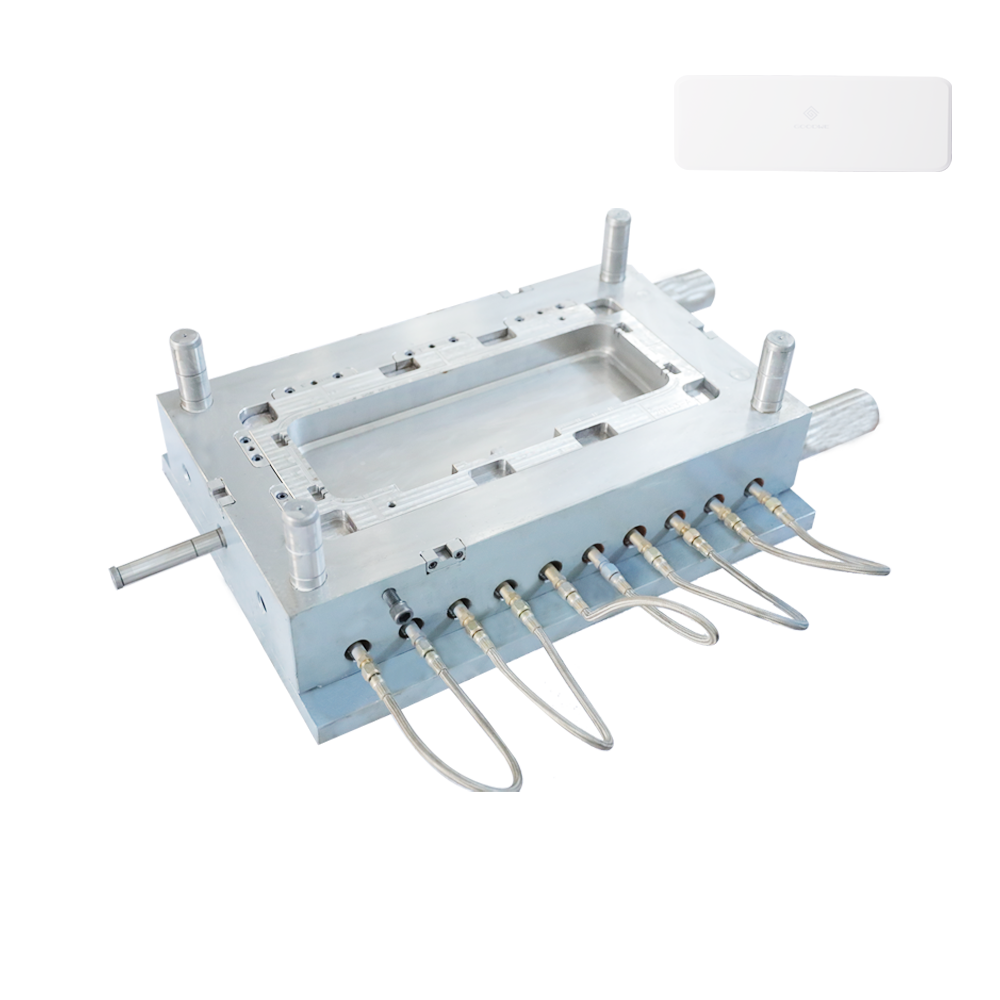
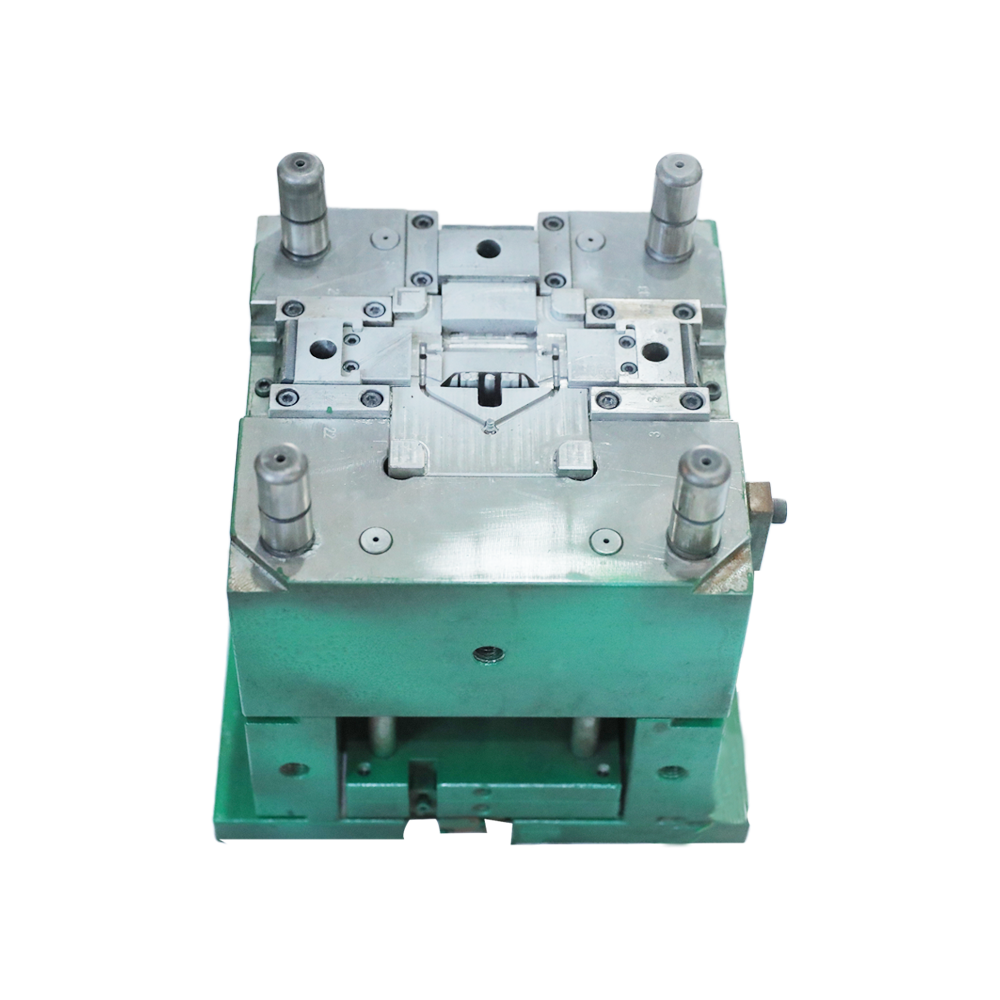
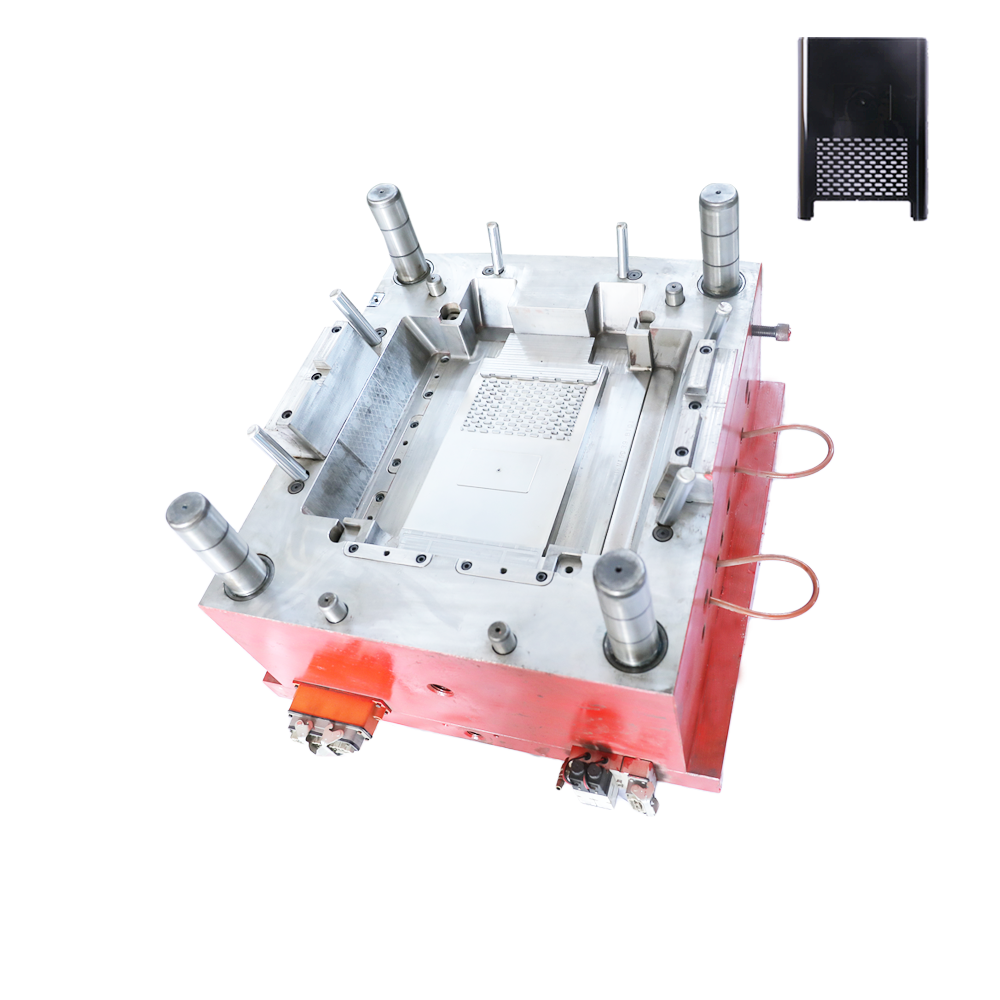
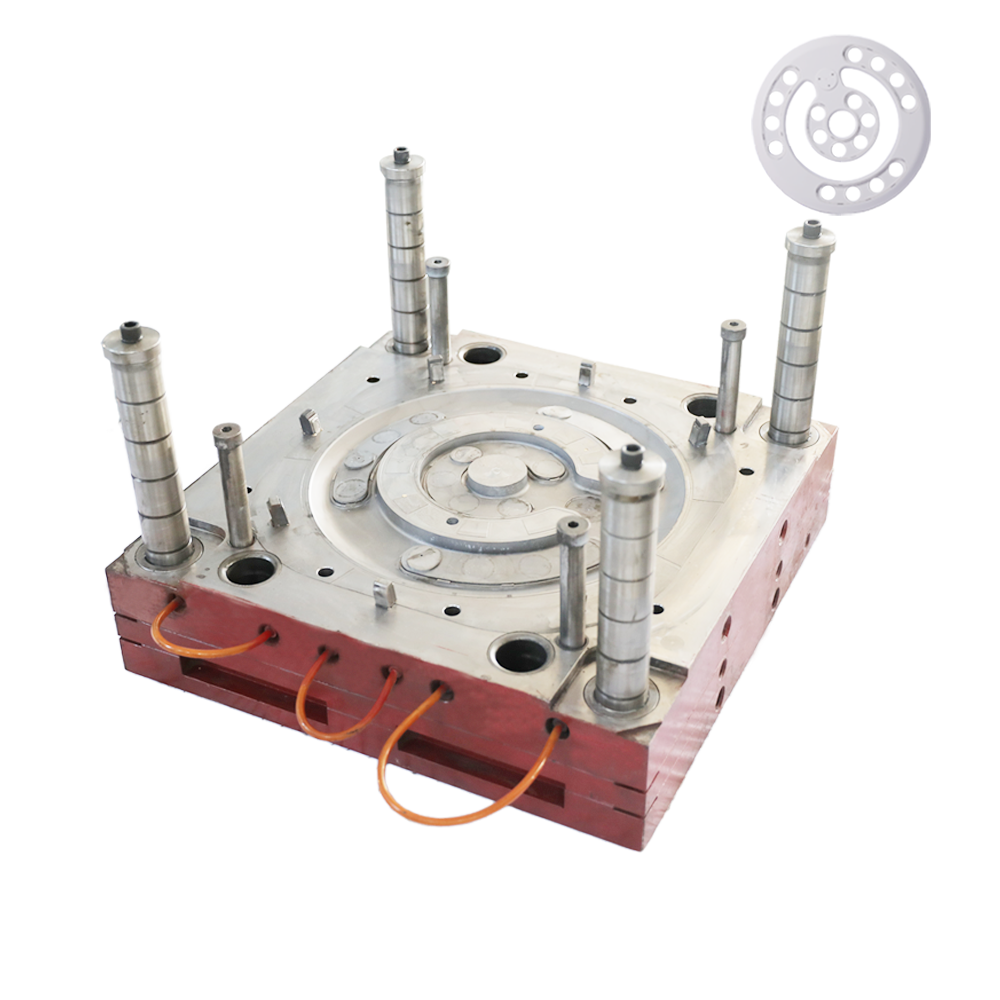
注塑加工的模塑方法及基本结构
注塑加工是注塑模具的模塑方法。注塑加工的优点是生产速度快,效率高,操作自动化,颜色多样,尺寸从大到小,产品尺寸方便更换,形状复杂。零件和注塑成型常用于批量生产复杂形状的成型和加工中。 注塑加工在进行操作时是一个技术和实践能力很强的行业,在注塑生产的过程中,使用塑料原料,碳粉,喷嘴,模具,注塑机,周边设备,固定装置,喷雾器,各种辅助材料和包装材料。这些为注塑车间的管理带来了很大的成果。与其他行业或部门相比,有一定的难度,各级注塑车间管理人员的要求更高。 塑料产品的形状和结构以及注塑机的类型,模具的结构可能会有所不同,但基本结构是相同的。模具主要是由浇注系统、温度控制系统、模制件和结构件组成。浇注系统和模制件与塑料直接接触,并随塑料和产品而变化。它们是模具中比较复杂和多变的零件,需要高精度的零件。